

无锡市雪浪化工填料有限公司
地址:无锡滨湖区太湖镇双新园区和风路
董事长:朱夏霖
总经理:朱有伟 013706188976
电话:0510-85180367、85189707
传真:0510-85180030、85189550
E-mail:xlbz@xl-packing.com XLTL518@163.com
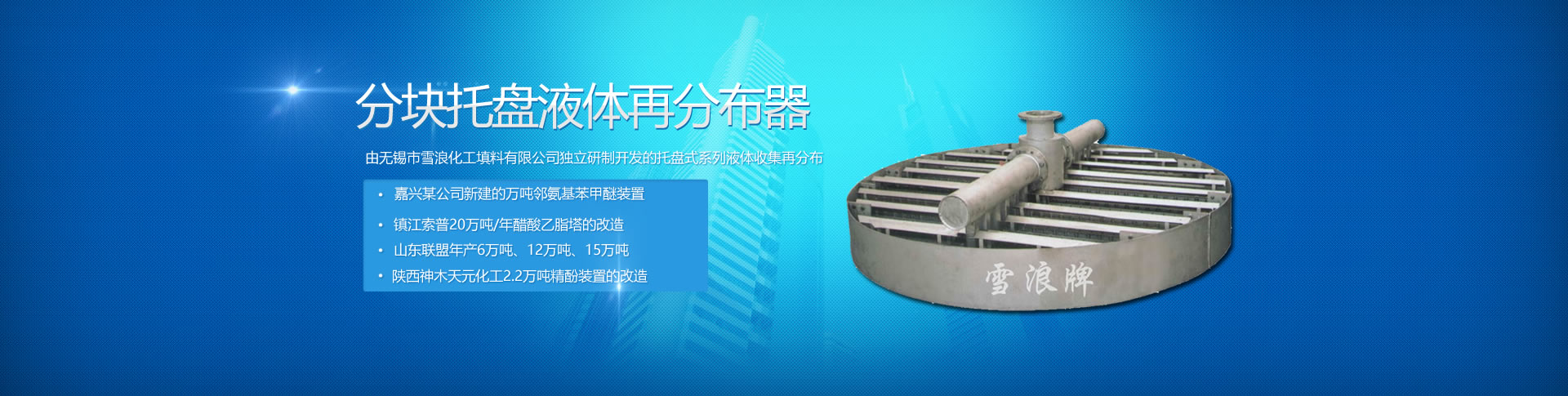
创新产品——托盘式系列液体收集再分布器
由无锡市雪浪化工填料有限公司独立研制开发的托盘式系列液体收集再分布器自推广应用至今,得到了广大用户的好评。该系列再分布器的特点是安装高度低,不设托梁,工艺计算塔内大梁之高度就是再分布器高度。按塔径大小分块从人孔中进入塔器组装成一体。由于各分布槽是互通的,所以它能保持在一个液面下进行液体均匀分布,完全不同于多级槽式分布器。它不但是一个液体再分布器也是一个气体分布器。液体分布点可按设计要求任意设置液点数量,均匀分布,并可按操作弹性的大小设计。气体通道大,可占塔体截面的60%以上,完全适合与规整填料相匹配。使之产生的气体阻力小,压降小,并且使整个塔内气体分配均匀,保证塔内沿塔壁填料气液交换正常,不断路,无死角,还可有效采用分布器设置通道的大小所产生的压力差来控制气体的流向。以保证全塔气体分布均匀。
根据用户实际应用,取得了较好的效果,例举如下:
1、嘉兴某公司新建的万吨邻氨基苯甲醚装置原先采用槽盘式液体分布器,回流量达到4吨/小时以上即发生液泛,在邻硝基苯甲醚作真空(低负荷)全回流精馏时塔釜主要杂质的含量为0.01%,后采用托盘式液体分布器后,回流量达到7吨/小时操作仍然正常,主要杂质含量也降低到0.001%~0.002%。塔的分离能力得到了明显提高。
2、镇江索普20万吨/年醋酸乙脂塔的改造,更换前塔的总进料量2500L/h,塔顶回流量为10000L/h,更换了托盘式液体分布器后,塔的总进料量为4000L/h,塔项回流量为7000L/h,整个系统温度参数不变,单塔处理能力比原来提高了近60%。
3、山东联盟年产6万吨、12万吨、15万吨甲醇三塔流程精馏,蒸气能耗达950kg/t,达全国较高水平。
4、四川泸天化年产40万吨甲醇三塔流程,运行正常。加压塔产品甲醇内含乙醇5~7ppm。
5、山东某公司从起先的第一套乙脂塔设备改造选用了托盘式分布器,回流比从3:1降到2:1。提高了30%的处理能力,至今,全公司已改造了近百套分布器,作为定型产品长期使用
6、丹阳中超3000T/Y对/邻氯甲苯分离装置系同分离异构体,选用托盘式液体分布器和网孔填料,生产能力达到3500T/Y,对氯甲苯≥99.7%,邻氯甲苯≥99.7%。均高于原设计要求。
7、潍坊某公司乙醇装置、无水叔丁醇装置、氰乙酸乙脂装置均选用了托盘式液体收集再分布器和网孔填料,经多年运行证明,分离效率远高于槽式分布器和普通的孔板、压延孔填料,持液量大,操作平衡、波动小,压降低,汽液通过量大,蒸汽单耗下降约30%。
8,年产3000吨对甲酚装置在兰州长兴一直运行良好,产品质量达标。现已扩建到了40000吨。 托盘式系列液体收集再分布器在其它精馏塔内应用都达到和超过了设计要求,主要在节能上成绩可观,在分离效率上均领先于其它原有设施。它的成功设计应用是精馏设备史上的一大跨越。
 地 址:无锡市滨湖区太湖镇双新园区和风路 董事长:朱夏霖
地 址:无锡市滨湖区太湖镇双新园区和风路 董事长:朱夏霖
总经理:朱有伟 013706188976 电 话:0510-85180367、85189707 传 真:0510-85180030、85189550
E-mail:xlbz@xl-packing.com XLTL518@163.com
版权所有:无锡市雪浪化工填料有限公司 2015 技术支持:华商科技
